
焊接接头是指两个或两个以上零件要用焊接组合的接点。或指两个或两个以上零件用焊接方法连接的接头,包括焊缝、熔合区和热影响区。
一、焊接接头的形式
焊接接头的形式一般按照被焊接两金属件的相互结构位置来分类。主要有以下四种:对接接头、T型接头、角接接头和搭接接头。
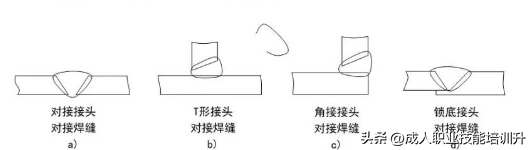

1、对接接头是最常见最合理的接头形式。两焊件面相对平行的接头称为对接接头,是现在焊接结构中采用最多的一种接头形式。根据焊件厚度、焊接方法和坡口准备等条件,对接接头可分为不开坡口的对接接头和开坡口的对接接头两种。
(1)不开坡口的对接接头
当钢板厚度在6mm以下时,一般可不开坡口,只留有1-2mm的装配间隙。但这并不是绝对的,在重要的焊接结构中,当工件厚度大于3mm时,即要求开坡口。
(2)开坡口的对接接头
开坡口就是用机械,火焰或电弧等方法将焊接处加工成一定的几何形状(坡口)再进行焊接的接头。开坡口的目的是为了保证电弧能伸到接头根部,使接头根部焊透和便于清除熔渣,获得良好的焊缝成形。而且坡口能起到调节焊缝金属中母材和填充金属比例的作用。钝边(焊件开坡口时,沿焊件厚度方向留有端面部分)是为了保证接头根部焊透。
● V形坡口
钢板厚度超过7mm时,一般采用V形坡口。V形坡口的形式有:不带钝边的V形坡口,带钝边的V形坡口,单边钝边V形坡口及单边坡口4种。
V形坡口的特点是加工容易,但焊后角变形较大。
● Χ形坡口
钢板厚度超过12mm时要采用Χ形坡口,也称为双面V形超口,Χ形坡口与V形坡口相比较能减少焊着金属量约1/2。焊后变形和产生的内应力也较小,因此,这种坡口多用于大厚度及要求控制焊接变形量的结构中。
● U形坡口
U形坡口有单面,单边U形坡口、双面U形坡口之分。
U形坡口当钢板最度为20—60mm时,采用单边U形坡口。当板厚度为40—60mm时,采用双面U形坡口。
U形坡口的特点是填充金属量少,焊件变形小,焊缝金属中母材金属占的比例也小,但这种坡口加工较难,一般应用在较重要的焊接结构中。
2、T形接头
焊件端面与另一焊件平面构成直角或近仿直角的接头称为T形接头。T形接头在钢结构件中应用广泛,按照焊件厚度可分为不开坡口,单边V形,K形以及双V形坡口四种形式。
T形接头作为一般连接焊缝,钢板厚度在2-30mm时,可不开坡口,省略了坡口准备和加工的工序。
T形接头的焊缝有承受载荷要求时,则应按照钢板厚度及结构强度要求,选用V形、K形、双V形坡口,以保证接头强度。
3、角接接头
两焊件端面构成大于30°、小于135°夹角的接头,称做角接接头,一般用于不重要的焊接结构中。
4、搭接接头
两焊件部分重叠构成的接头称为搭接接头,搭接接头一般用于12mm以下钢板,其重叠部分一般为3—5倍板厚,采用双面焊接。这种接头对装配要求不高,也易于焊接施工。但承载能力较低,所以只能用于不重要的结构中。在化工容器中,开孔补强,支座衬板等结构,一般均采用搭接接头形式。
二、焊接接头的组织和性能
焊接接头包括焊缝、熔合区和热影响区组成
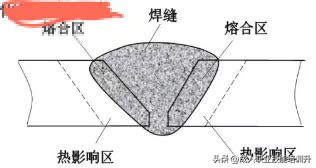
1、焊缝是金属的结晶形成柱状的铸态组织,由铁素体和少量珠光体组成。
焊接时,熔池金属受电弧吹力和保护气体的吹动,使熔池底壁的柱状晶体成长受到干扰,因此,柱状晶体呈倾斜层状,晶粒有所细化。又因焊接材料的渗合金作用,焊缝金属中锰和硅等合金元素的含量可能比母材金属高,所以焊缝金属的性能不低于母材。
2、熔合区该区被加热到固相线和液相线之间,熔化的金属凝固成铸态组织,而未熔化的金属因加热温度过高而成为过热的粗晶粒,致使该区强度、塑性和韧性都下降,并引起应力集中,是产生裂纹、局部脆性破坏的发源地。在低碳钢焊接接头中,熔合区虽然很窄,但在很大程度上决定着焊接接头的性能。
3、热影响区由于焊缝附近各点受热情况不同,热影响区又分为过热区、正火区和部分相变区。
1)过热区焊接热影响区中,具有过热组织火晶粒明显粗大的区域,称为过热区。过热区被加热到AC3以上100~200℃至固相线温度区间,奥氏体晶粒急剧长大,形成过热组织,因而该区的塑性及韧性降低。对于易淬火硬化的钢材,此区脆性更大。
2)正火区该区被加热到AC3至AC3以上100~200℃之间,金属发生重结晶,冷却后得到均匀而细小的铁素体和珠光体组织(正火组织),其力学性能优于母材。
3)部分相变区该区被加热到AC1~AC3之间的温度范围内,材料产生部分相变,即珠光体和部分铁素体发生重结晶,使晶粒细化;部分铁素体来不及转变,具有较粗大的晶粒,冷却后致使材料晶粒大小不均,因此,力学性能稍差。
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 举报,一经查实,本站将立刻删除。
